Custom Packaging Quality Control Checklist

Packaging quality control ensures your custom packaging meets design, material, and regulatory standards. It’s not just about avoiding errors - it’s about maintaining brand consistency, customer trust, and compliance with U.S. regulations. Here’s what you need to know:
- Visual Inspection: Check for damage, accurate markings, correct dimensions, and design consistency.
- Label & Barcode Verification: Test barcodes, verify regulatory info, and ensure text and label placement match specifications.
- Material & Structural Integrity: Inspect materials for defects, test seals, and evaluate durability under real-world conditions.
Compliance is key - especially with FDA rules for food packaging and state-specific laws like California’s recycling regulations. Proper documentation, traceability, and corrective actions keep operations smooth and avoid legal issues.
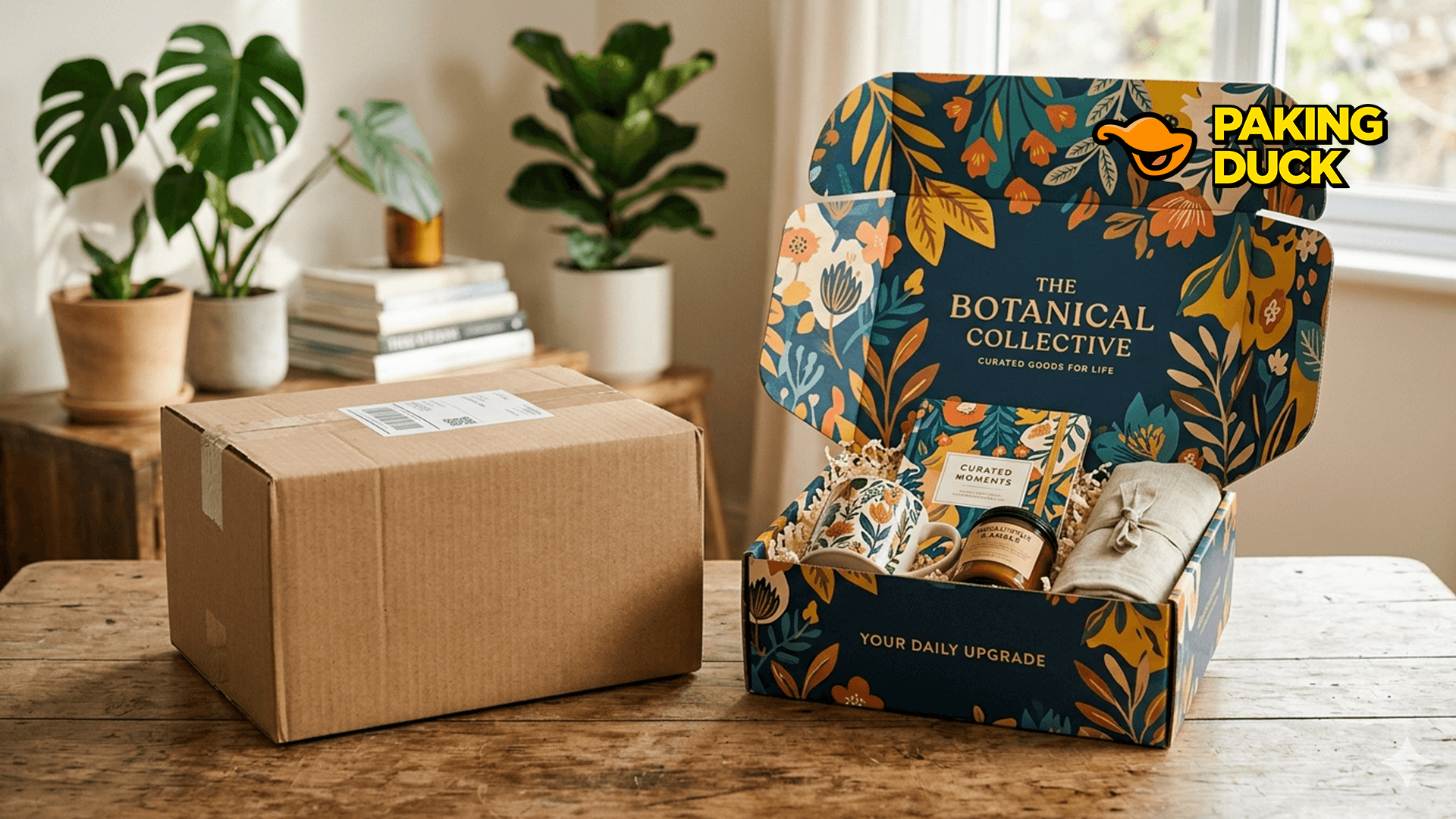
Providers like Paking Duck simplify this process with tailored services, advanced equipment, and thorough inspections, ensuring your packaging meets high standards while staying cost-effective.
Takeaway: A strong quality control process protects your brand, ensures compliance, and delivers packaging that performs as expected.
Packaging Quality Control Checklist
Main Components of a Custom Packaging Quality Control Checklist
When it comes to custom packaging, ensuring quality isn’t just about looks - it’s about performance, consistency, and safety. A thorough quality control checklist focuses on three main areas that directly influence how well your packaging protects your product and represents your brand.
Visual Inspection
Start by examining the outer packaging for any visible damage like dents, scratches, or other imperfections. This begins with assessing the condition of the carton itself, as structural issues can compromise product protection during shipping.
Next, check the shipping markings. Handling instructions, destination addresses, and regulatory symbols need to be clear, accurate, and correctly placed. Missing or incorrect markings can lead to delivery delays or even damage during transit.
Make sure the dimensions of the packaging match the specifications. Oversized packaging can unnecessarily increase shipping costs, while undersized packaging might fail to protect the product adequately.
Finally, compare the actual packaging to your approved sample. Look closely at color consistency, print alignment, and image clarity. Logos and text should be sharp and properly aligned to maintain your brand’s professional appearance. These visual checks lay the groundwork for more detailed evaluations later on.
Label and Barcode Verification
After the visual checks, focus on the accuracy of labels and barcodes, as these are essential for both compliance and operational efficiency. Test the functionality of every barcode using standard retail scanners. UPC codes should scan seamlessly and display the correct product details, while internal tracking codes must integrate properly with your inventory systems.
Ensure all regulatory information is displayed as required. For food products, this means nutrition facts, ingredient lists, allergen warnings, and any FDA-mandated statements. Non-food items should include appropriate safety warnings, usage instructions, and any necessary certifications.
Double-check that all text matches the approved specifications exactly. Even a small typo can cause confusion or lead to legal issues. Consistency in label placement is equally important - labels should be aligned properly, spaced evenly, and positioned so they don’t interfere with the product’s functionality or visibility.
Material and Structural Integrity
The final step focuses on the materials and structure of the packaging to ensure it performs as intended. Start with a close evaluation of the base materials. For example, corrugated cardboard should be free of defects like crushing or separation, and flexible materials should have consistent thickness and reliable barrier properties.
Test the strength of seals and overall structure to ensure they can withstand handling and shipping conditions. For heat-sealed packages, check for uniform, wrinkle-free seals without gaps. Adhesive seals should bond firmly and not peel or leave residue.
Durability tests are essential too. Rigid boxes should hold their shape under stacking loads, while flexible packaging must resist punctures and tears. Test closures like zippers, tear strips, and adhesive mechanisms repeatedly to confirm they work smoothly and reliably over the product’s shelf life. If child-resistant closures are used, make sure they meet safety standards while remaining functional for adults.
Lastly, assess how the packaging holds up under varying temperatures. Materials need to maintain their integrity and appearance through the temperature ranges they’re likely to encounter during storage and shipping. This ensures your packaging stays reliable, no matter the conditions.
Step-by-Step Packaging Quality Control Process
Building on the foundation of core quality checks, a structured process ensures consistency and reliability in packaging. By following a clear workflow, you can identify problems early, maintain uniformity across production runs, and ensure your packaging meets the highest standards.
Inspection Planning
Before diving into the inspection itself, set clear objectives. Ask yourself: Are you verifying a new supplier's standards? Checking for consistency after a production change? Or ensuring compliance with updated regulations? These questions will guide your approach.
Define specific quality benchmarks for your packaging. For instance, determine the stacking weight for corrugated boxes or confirm that flexible pouches maintain seal integrity under specific temperature ranges.
Next, establish your Acceptable Quality Limits (AQL). Cosmetic defects might be tolerable to a degree, but structural issues that compromise safety demand stricter limits.
Don’t forget regulatory compliance. For food packaging, ensure alignment with FDA standards. For other industries, meet the necessary certifications like BRC, ISO 9001, ASTM, or ISTA - especially for international shipments.
Tailor your inspection checklists to each product type. Consider factors like weight, chemical sensitivity, temperature exposure, and shelf life. A one-size-fits-all checklist won’t cut it. Once your checklist is ready, move forward with a sampling strategy to validate these specifications.
Sampling and Examination
A good sampling strategy saves time without sacrificing accuracy. Use statistical sampling based on batch size to validate results efficiently.
Identify Critical Control Points (CCPs) in your production process where issues are most likely to arise. These checkpoints might include material inspections upon arrival, evaluations during production, and final packaging checks before shipping.
Start by testing the basics: structural integrity, seal strength, closure functionality, and material durability. Any package that fails these tests should be rejected immediately.
Inspect each package under consistent lighting, checking for color variations, print alignment issues, surface defects, or dimensional inconsistencies. Uniformity is key.
Perform functional tests specific to your packaging. For example, conduct drop tests for rigid boxes, check zipper functionality, test tear strips, or confirm that safety closures work as intended. Document all findings to guide the next steps.
Documentation and Corrective Actions
Record inspection results immediately using standardized digital forms. Include details like defect type, severity, and quantity, and attach photos if possible.
Classify defects into categories: critical, major, or minor. Critical defects, which affect safety or compliance, demand immediate action. Major defects might impact functionality or appearance, while minor ones, though cosmetic, can still influence customer satisfaction.
Calculate defect rates for each category and compare them to your AQL limits. If rates exceed acceptable levels, halt production to identify and address the root causes. Document these decisions for future reference.
Provide specific, actionable corrective steps. For instance, instead of vaguely suggesting "improve print quality", detail the exact adjustments needed to meet standards.
Follow up to ensure corrective actions are effective. Schedule re-inspections and document the results to promote a culture of continuous improvement.
Finally, maintain traceability by linking inspection results to production batches, material lots, and equipment. This ensures accountability and helps refine your quality control process over time.
Maintaining Consistency in Customization and Design Accuracy
Ensuring design consistency is crucial for protecting your brand’s identity and maintaining customer trust. Custom packaging relies on strict adherence to brand guidelines, as even minor inconsistencies can weaken brand recognition. Beyond standard quality checks, achieving design precision requires dedicated systems that focus on customization. The solution lies in setting clear benchmarks and implementing thorough tracking throughout the production process.
Use of Signed Samples and Specifications
Signed samples act as the ultimate reference for production teams, ensuring there’s no room for misinterpretation. These physical samples, approved by both you and your packaging supplier, clearly define expectations.
To complement signed samples, create a detailed specification sheet that includes exact measurements, material thickness, color codes, print positioning, and finishing details. Be meticulous - document elements like logo placement, font sizes, and textures.
Store these samples in controlled environments to prevent issues like fading or warping, which could compromise their accuracy. Many facilities use climate-controlled rooms specifically for this purpose.
For every design change, implement version control. Each update should generate a new signed sample with a version number and approval date. This eliminates confusion during production and ensures teams always work with the latest guidelines.
A formal approval process is essential. Key stakeholders - brand managers, quality control teams, and production supervisors - should physically sign off on samples before production begins. This added layer of accountability helps minimize errors.
Color Matching and Print Accuracy
Consistent color reproduction is a cornerstone of effective branding, and Pantone color standards are invaluable for achieving this. Always specify exact Pantone numbers for your brand colors instead of relying on CMYK approximations, which can vary across printers and operators.
Regularly calibrate printing equipment to avoid color inconsistencies caused by equipment drift. Daily color bar checks and weekly calibration routines can maintain uniformity, even during long production runs.
Standardize lighting conditions for color matching by using D65 daylight-equivalent lighting. Train quality control staff to evaluate colors under consistent lighting and at specific viewing angles for accuracy.
Establish acceptable color tolerance ranges to balance consistency with practical production realities. For critical brand colors, deviations within Delta E values of 2.0 are generally acceptable, ensuring visual uniformity without causing unnecessary delays.
Print alignment also requires close attention. Define tolerance ranges for text positioning, logo placement, and graphic alignment. For instance, key text elements should stay within ±0.04 inches of their intended position, while decorative elements might allow slightly more flexibility.
During production, use tools like registration marks, digital calipers, and positioning templates to verify alignment. These tools help operators maintain consistency across thousands of units, integrating seamlessly with broader quality control measures.
Record Maintenance for Traceability
Accurate record-keeping is essential for tracking customization and ensuring design accuracy. Batch tracking systems can link each package to its production details, including material lots, production dates, equipment used, and operator information. This traceability is invaluable for resolving quality issues or implementing corrective actions.
Maintain digital records of all quality control data, including photos of approved samples, color readings, and dimensional checks. Real-time data entry through modern quality management systems ensures accurate records and allows for quicker responses to potential issues.
Document all deviations from specifications, no matter how minor they may seem. Even small inconsistencies can highlight underlying maintenance needs or opportunities for process improvement.
Use standardized reporting formats to make it easier to compare results across production runs, suppliers, or time periods. Consistent data formats enable meaningful trend analysis and help identify areas for optimization.
Finally, archive physical samples from each production batch, clearly labeled and linked to digital records. These samples serve as valuable references for resolving customer complaints or planning future production. Store them in organized, climate-controlled environments with clear retention schedules based on shelf life and regulatory requirements.
Compliance with US Packaging Standards
Navigating US packaging standards involves addressing food safety and environmental labeling requirements. Falling short on compliance can lead to product recalls, legal troubles, and damaged customer trust. By embedding these regulations into your quality control processes, you can safeguard both your brand and your consumers.
FDA and Food Packaging Regulations
The Food and Drug Administration (FDA) enforces strict rules for packaging materials that come into contact with food, beverages, and dietary supplements. These regulations are designed to prevent contamination and ensure consumer safety.
Under Title 21 of the FDA regulations, food-contact materials - such as inks, adhesives, and coatings - must meet specific safety standards. For example, plastic packaging must adhere to migration limits (measured in parts per million) when tested with standardized food simulants.
Manufacturers are also required to follow Good Manufacturing Practices (GMP) to maintain sanitary conditions and avoid contamination. As part of your quality control efforts, verify that your suppliers comply with GMP and provide proper documentation to prove it.
Additionally, all packaging labels and recycling symbols must align with legal standards. This step ensures your products meet the comprehensive regulatory requirements in the US.
Labeling and Recycling Symbols
Compliance doesn't stop at FDA regulations - accurate labeling plays a vital role as well. Proper labeling isn't just about marketing; it's a legal necessity that impacts customs clearance, consumer safety, and more. For example, most consumer products must prominently display country of origin labeling, with specific rules depending on the product type and import regulations.
Universal Product Codes (UPCs) must meet strict formatting and placement guidelines. This includes ensuring the barcode's size, quiet zones (the blank spaces around the code), and contrast are sufficient for reliable scanning. Poor-quality barcodes can disrupt retail operations and distribution processes.
When it comes to recycling symbols, accuracy is key. Misleading consumers with incorrect symbols can result in legal issues, especially in states like California. For instance, California's SB 343 law - effective since 2022 - requires that packaging labeled as recyclable must actually be recyclable in most communities across the state. The resin identification codes (numbers 1-7 inside the recycling triangle) must correctly represent the type of plastic used.
Certain product categories, such as cleaning supplies or cosmetics, may also require specific warning labels, ingredient lists, or safety symbols. The Consumer Product Safety Commission (CPSC) oversees many of these requirements, particularly for items that could pose risks to children.
On top of federal regulations, state-specific rules add another layer of complexity. For example, California's Proposition 65 mandates warnings for products containing certain chemicals, while other states regulate claims about organic content, biodegradability, or local recycling programs.
Audit and Traceability Documentation
Strong traceability and documentation practices are essential for maintaining quality assurance and regulatory compliance. These records serve as your first line of defense in regulatory challenges and are critical for managing recalls if issues arise.
Lot tracking systems should connect every package to its production details, such as material sources, production dates, equipment used, and quality control test results. This level of detail ensures you can quickly identify and address problems.
Certificates of Analysis (COA) from suppliers are another cornerstone of compliance. These documents confirm that raw materials meet FDA standards and contain safe levels of contaminants like heavy metals. Keeping thorough audit trails and compliance records ensures you're prepared for inspections.
Recall preparedness is another critical component. The FDA expects companies to conduct mock recalls within 24 hours, which requires well-organized documentation and clear communication protocols.
Third-party certifications can also bolster your compliance efforts. Certifications like SQF (Safe Quality Food) or BRC (British Retail Consortium) demonstrate adherence to food safety standards, while organizations like the Forest Stewardship Council (FSC) or Sustainable Packaging Coalition verify sustainable packaging claims.
Switching to digital documentation systems can streamline these processes. Cloud-based quality management tools offer real-time access to compliance data, automated alerts for expiring certifications, and seamless integration with supplier databases. These systems not only simplify audits and inspections but also help ensure your compliance records are always up to date and accessible. Implementing these practices is a crucial step toward maintaining consistent quality and regulatory readiness.
sbb-itb-e0a0838
How Paking Duck Supports Packaging Quality Control
Paking Duck takes packaging quality control seriously, ensuring every step of the process is rooted in precision and reliability. By integrating quality assurance from start to finish - concept to delivery - they make it easier for businesses to maintain high standards. With a focus on both design consistency and safety, Paking Duck helps simplify the quality control process for its clients.
Tailored Customization Services
Whether it’s paper, plastic, glass, or metal packaging, Paking Duck provides solutions tailored to individual business needs. Their team offers expert guidance at every stage of development, ensuring that designs meet both brand expectations and manufacturing capabilities.
To prevent common quality issues, Paking Duck provides detailed artwork preparation guidance, including a dedicated outlining guide. This ensures design files are ready for production without errors. They also offer Production Walkthroughs - short videos that give clients a transparent view of the manufacturing process and quality control steps. These services are reinforced by a robust quality assurance system, giving clients peace of mind.
Rigorous Quality Assurance Processes
Paking Duck relies on state-of-the-art German and Japanese machinery to deliver exceptional print quality and precision. This advanced equipment ensures accurate color matching and adherence to print specifications, maintaining the integrity of custom designs.
To further guarantee standards, third-party inspections are conducted, and any issues are addressed through their "Happiness Guarantee", emphasizing their commitment to customer satisfaction.
Diverse Packaging Options
In addition to their focus on quality and customization, Paking Duck offers a wide range of packaging products. Their portfolio includes everything from standard cardstock and corrugated shipping boxes to rigid luxury boxes and custom inserts designed for specific product needs.
For retail and shipping, options like paper shopping bags, reusable bags, and mailer bags are available. Flexible packaging solutions, such as pouches, cater to various product types, while tin containers provide durable metal packaging options. Supporting materials like custom stickers, labels, and tissue paper round out their offerings.
Paking Duck also provides industry-specific catalogs tailored to sectors such as Cosmetics & Skincare and Home & Personal Care, ensuring every solution aligns with industry design standards and regulatory requirements.
Conclusion: Building Confidence Through Quality Control
A well-structured quality control checklist ensures packaging consistency, compliance, and visual appeal - key factors in earning consumer trust and safeguarding a brand's reputation. By preventing costly errors and ensuring every package meets regulatory requirements, this process becomes a cornerstone of reliable operations. From visual inspections and material checks to compliance verification and thorough documentation, quality control provides a dependable framework that supports sustainable growth.
Prioritizing quality control not only reduces product returns but also enhances customer satisfaction and reinforces brand credibility. This allows businesses to focus on scaling and innovation rather than dealing with preventable setbacks.
Service providers can play a pivotal role in simplifying this process. For example, Paking Duck offers an all-in-one solution that combines expert consultation with rigorous quality assurance practices. Their approach helps consumer packaged goods (CPG) brands uphold high standards without adding unnecessary operational strain.
With factory-direct pricing and a Happiness Guarantee, Paking Duck delivers professional-grade packaging solutions that balance cost-efficiency with unwavering quality. Whether you're launching a new product line or expanding an existing one, partnering with a provider that understands both the technical and strategic aspects of packaging quality control can give your brand the confidence to thrive in today’s competitive landscape.
At its core, quality control is about much more than just ticking boxes - it's about creating a strong foundation for long-term success with packaging that consistently delivers on its promise.
FAQs
What are the most common visual defects in custom packaging, and how can they be avoided?
Common Visual Defects in Custom Packaging
When it comes to custom packaging, some of the most frequent visual issues include dents, tears, punctures, scratches, color mismatches, and contamination. These flaws often stem from mishandling, poor storage practices, or lapses in quality control. To minimize these problems, it's essential to prioritize thorough staff training, maintain clean and organized production spaces, and stick to standardized quality control procedures.
Other common challenges include sealing defects, incorrect labels, and damaged materials. Conducting regular inspections, following clear packaging protocols, and keeping a close eye on the production process can go a long way in reducing these errors. Focusing on cleanliness, precise labeling, and secure sealing ensures your custom packaging consistently meets high-quality standards.
How do FDA and state regulations influence the quality control process for custom packaging?
Compliance with FDA and State-Specific Regulations
Following FDA guidelines and meeting state-specific regulations is key to guaranteeing the safety and quality of custom packaging. The FDA requires rigorous checks on packaging materials, ensuring they are safe, accurately labeled, and free from contamination. These measures are critical to protect consumers and ensure products are ready for the market.
On top of that, state regulations bring additional requirements, often focusing on specific areas like proper labeling practices or the safe handling of hazardous materials. Staying compliant not only helps you avoid legal troubles, product recalls, and fines but also strengthens consumer confidence in your brand.
Why are signed samples and specification sheets important for maintaining design accuracy and quality in custom packaging?
Signed samples and specification sheets play a key role in the custom packaging process. They serve as a checkpoint to confirm that the design, materials, and dimensions align with the agreed standards before full-scale production starts. This step helps reduce mistakes, ensures consistency, and makes sure the final product lives up to your expectations.
Carefully reviewing and approving these documents is crucial. It not only helps you avoid expensive errors but also keeps quality control in check and simplifies communication with your packaging supplier. These measures are essential for creating packaging that aligns with your brand's vision and satisfies your customers.